HuaFang Bags: Your Reliable Partner for Quality Wholesale Bags.
Language
HuaFang Bags: Your Reliable Partner for Quality Wholesale Bags.
The Material Revolution in Bag Manufacturing
Modern brands demand more than durability—they want performance, sustainability, and differentiation.
One commercially proven innovation is 600D PVC-coated nylon, offering:
Enhanced abrasion resistance
Water repellency at competitive cost
Strong adaptability for custom designs
This makes it ideal for mid-to-high-end backpacks across multiple markets.
Huafang’s R&D Capabilities
Material Lab Collaboration
We work closely with material labs and fabric mills to test:
New coatings
Reinforced yarn structures
Eco-friendly alternatives
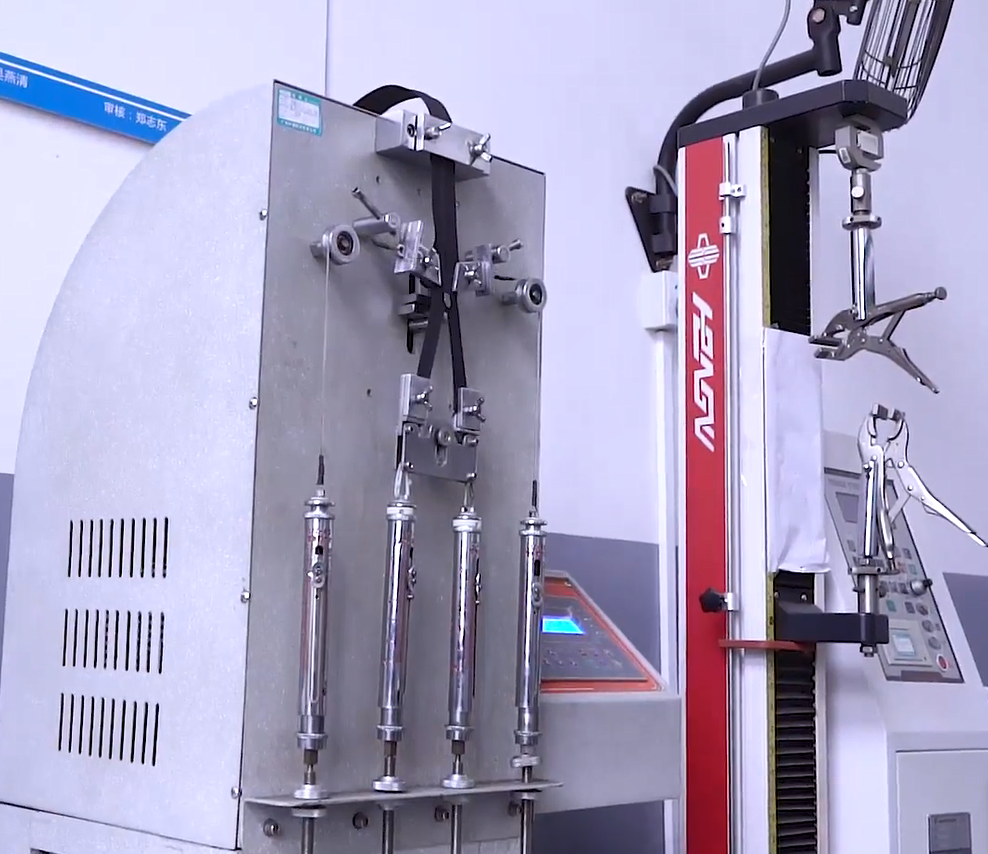
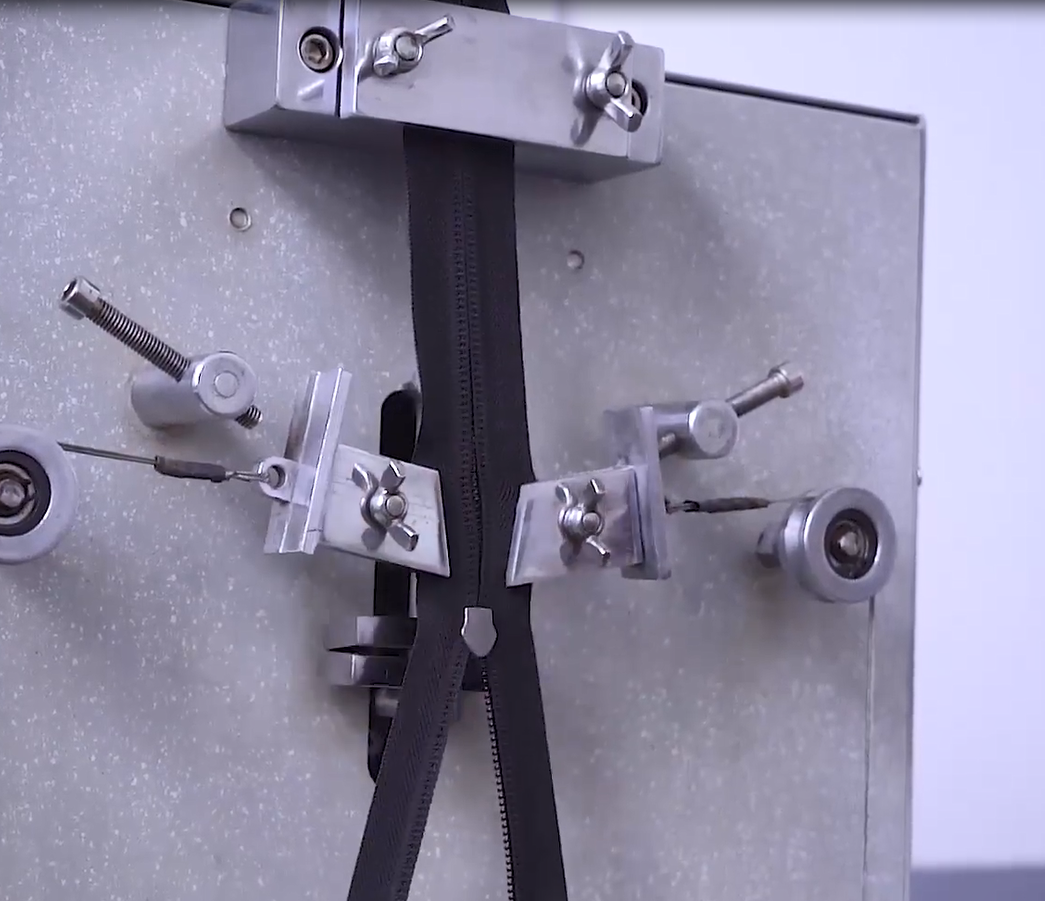
Testing & Compliance Process
Every new material goes through:
Strength & wear testing
Chemical compliance (REACH, CPSIA when applicable)
Real-use simulation
Application Scenarios
Outdoor brands: tear-resistant, waterproof fabrics
Gym & sports bags: odor-resistant linings, reinforced bases
Business laptop backpacks: structured panels with lightweight materials
Each solution balances cost efficiency and market acceptance.
Procurement Tip: Evaluating New Materials
Before committing, buyers should assess:
Incremental cost vs perceived customer value
Minimum order requirements
Long-term material availability
Innovation succeeds when technology aligns with market demand.
We sincerely welcome all friends from home and abroad. We believe we will be your best choice, and you will enjoy a successful cooperation.